Posted by Courtney Pardal on | Comments Off on Rack Configurator Guide: How to Spec the Right Military Rack Enclosure
This guide is designed to help integrators, engineers, and procurement teams specify the right electronic enclosure for their mission-critical application. Whether you’re outfitting a mobile command post, deploying edge computing units, or integrating into tactical vehicles, our enclosures are designed for adaptability, performance, and compliance. This guide walks you through each critical selection step.
1. Mission Profile First: Where’s It Going?
The first and maybe most important question: What’s the mission? Your rack isn’t just a box, it’s a battlefield-ready asset that must perform flawlessly in whatever environment it’s deployed.
Ask yourself:
Where will this enclosure be used? (Ground, air, sea, space?)
Is this stationary, mobile, or transit-deployed?
Will it face extreme conditions (temperature, sand, vibration, EMI)?
Does the mission require silent operation (low acoustic/thermal signature) or active shielding from jamming and detection?
What to look for:
MIL-STD-810H qualification: Ensures your rack survives the shock, vibration, and environmental challenges of operational theaters.
Shock and vibration resistance: Use isolation mounts or shock pallets for mobile deployments.
IP/NEMA ratings: Critical for waterproofing and dust exclusion in harsh or open-air deployments.
CARC coatings or stainless steel for corrosion: Protects against chemical agents, salt spray, and marine environments.
EMI/RFI mitigation: Consider filtered power entry modules and conductive gasketing for signal containment in high-security or EW zones.
Mission Profile Drives Everything: A rack built for a dry comms tent won’t cut it on a destroyer or UAV ground control trailer. Every choice downstream—materials, cooling, shielding, mounting—depends on getting this step right.
Standard Heights: 36″, 42″, 48″, 60″, 72″, 76″, but customization is always on the table.
Choosing the right height is a balancing act between payload, mobility and future scalability. A rack too small now could limit expansion later. Or a rack too tall might not travel well. The wrong depth or width could block airflow, interfere with cable routing, or limit module fit.
Rack it smarter:
Match the height to your equipment payload
Consider future growth
Check mobility requirements
Plan for cable clearance in your overall depth
Ensure weight capacity matches both now and future payloads
If your rack is transit-mounted, factor in shock isolation spacing and internal bracing
Pro Tip: 36″ and 72″ are the most commonly requested sizes due to mobility and capacity balance.
A rack’s main job is housing mission-critical electronics, and doing it safely, cleanly, and accessibly. The backbone of any military enclosure is its payload—the radios, servers, power systems, and control electronics that make the mission go. A properly spec’d rack doesn’t just fit your gear; it integrates and supports it, ensuring uptime, safety, and long-term serviceability.
You’ll want to plan for:
Number and type of devices to mount (radios, servers, PSUs, etc.)
Mounting rails (19″ EIA standard, custom spacing)
Power distribution unit (PDU) requirements
Internal cabling paths and harnessing needs
Popular configuration add-ons:
EMI-shielded backplanes for secure data routing
Removable brackets for modular device swap
Custom busbar layouts for high-current applications
Slide-out trays for quick servicing and easy component swaps
Removable side panels for enhanced lateral access and field maintenance
Pro Tip: Some users underestimate the value of labeling zones or service hatches—until it’s pitch-black, mid-deployment, and a cable needs replacing fast. Build in smart access from day one.
Features
AJXR 100 Series
Light-Duty
AJM 150 Series
Medium-Duty
AJMR 159 Series
Heavy-Duty
Standard Sizes
Height: 36", 42", 48", 60", 72", 76"
Width: 22"
Depth: 26", 30", 36"
Height: 36", 42", 48", 60", 72", 76"
Width: 22"
Depth: 26", 30", 36"
Height: 36", 42", 48", 60", 72", 76"
Width: 24"
Depth: 26", 30", 36"
Payload
Up to 500 lbs.
Up to 1200 lbs.
Up to 1600 lbs.
Material
2500 Series aluminum extrusions
6500 Series aluminum extrusions
9000 Series aluminum extrusions
Shock & Vibration Protection
Provides a lightweight, space saving rack for protection
from rain, dust and surface impact
Delivers a rack with good vibration protection using shock mounts
Delivers maximum level of shock and
vibration protection, including MIL-specs: MIL-STD-901D, MIL-STD-810 and MIL-STD-167
Uses
Prioritize portability and quick deployment:
Tactical Operations Centers
Lightweight radio or SATCOM systems
Testing & Simulation
Balances mobility with moderation protection for deployed environments:
Command Shelters & Containers
C5ISR systems in semi-rugged conditions
Built to survive extreme vibration, shock, and environmental exposure:
Airborne platforms
Shipboard radar, sonar and combat systems
Edge computing in combat zones for battlefield data processing
Configuration
Fully configurable
(COTS & customizable)
4. Thermal Management: Keep your Cool
Heat is the enemy of uptime. Military-grade systems require serious cooling considerations, especially when sealed for EMI or environmental protection. Cooling matters because it prolongs the lifespan of processors and mission-critical electronics; it prevents thermal shutdowns during peak usage or extreme climates; and ensures reliable performance in temperature-variable environments.
Cooling Methods:
Passive: Uses vents, perforated panels, and conductive materials to passively dissipate heat—ideal for low-power systems in moderate climates.
Active: Adds fan trays, blowers, and filtered intake/exhaust paths to support high-power or high-density equipment. Essential in hot or enclosed environments.
Closed-loop cooling: Uses sealed liquid or air recirculation to isolate internal airflow—great for dirty, sandy, or wet conditions where outside air would be problematic.
Smart cooling: Temperature sensors, thermostats, and fan control modules that adjust performance in real time based on thermal load.
Design Considerations:
Internal airflow direction (front-to-back, bottom-to-top)
Thermal isolation between hot and cold zones
Maintenance access for filter cleaning or fan replacement
Advanced Options:
Dual-redundant fan modules for mission continuity
Temperature-triggered alarms or shutoff systems
Remote monitoring via IP-based environmental sensors
Pro Tip: Always calculate your expected BTU/hr thermal load before choosing a cooling strategy. Oversized fans add weight and noise, while undersized cooling shortens component life. And don’t forget to account for ambient temperatures and mission duration.
For C5ISR, electronic warfare and high-security missions, shielding is critical. Electromagnetic interference (EMI) and radio-frequency interference (RFI) can degrade performance, disrupt communications, or even expose your system to cyber-physical threats. Your rack must isolate and protect signal integrity.
What to consider:
Operational environment: Are you co-located with radar, jammers, or other sensitive systems?
Signal containment: Does your equipment need to avoid emitting or receiving interference?
System sensitivity: Are your payloads vulnerable to external EMI or internally generated noise?
Shielding features and design options:
Conductive gaskets to create tight electrical seals on doors and access panels
Shielded air vents and fan trays that allow airflow without compromising protection
Honeycomb filters and copper mesh for high-frequency attenuation
Conductive surface finishes that dissipate unwanted emissions
Filtered power entry panels to block conducted emissions
Test Standards: MIL-STD-461
Pro Tip: Effective shielding requires system-level thinking. Start by identifying likely emission sources, then work outward to gasket placement, airflow paths, and cable filtering.
6. Access & Serviceability: Who Has Access– and How Often?
Whether it’s regular maintenance, emergency repairs, or routine inspections, racks must be designed with both accessibility and security in mind.
Key Considerations
Who accesses the enclosure? It it a technician, operator, or multi-role user?
How often? Daily? Monthly? Only during failure or upgrades?
Where is it accessed? In the field, depot, or secure facility?
Common features:
Lockable front/rear doors: Keyed, RFID, or biometric depending on threat level.
Tool-less quick-release panels: For fast access without compromising structure.
Removable side doors: Improves lateral access in tight or rack-dense environments.
Cable ingress/egress panels: Simplifies routing while protecting internal components.
Labeling and documentation zones: Helpful for field notes, QR codes, or asset tracking.
Pro Tip: Think through who access what, and how frequently. Overbuild access, and you risk security. Underbuild it, and you frustrate your techs. Find the balance by mapping service roles to access zones.
Field deployment rarely happens in ideal conditions. Military rack enclosures must be designed to move: from warehouse to warzone and between mobile platforms. Transportability isn’t just a convenience; it’s a mission requirement.
Mobility Options:
Rugged transit case integration: Protects racks during multi-modal transport.
Locking casters: For rapid deployment in command posts or pop-up installations.
Shock-mount bases: Absorbs vibration from vehicle or aircraft transport.
Forklift cutouts and handles: Eases ground transport and warehouse handling.
Logistics Pro Tip: Always account for who’s lifting it, where it’s going, and how often it’s moving. Mobility planning today saves mission downtime tomorrow.
Want more insight like this? Subscribe to Rack and Ready, our monthly newsletter for defense industry professionals. Get expert tips, design strategies, and updates on rugged enclosure tech—delivered straight to your inbox.
Posted by A & J Manufacturing on | Comments Off on Common Misconceptions of Modular Enclosures
Are you considering using modular enclosures for a project? Modular enclosures provide plenty of benefits to different industries. However, To ensure you’re making an informed decision before investing in modular enclosures for your project, you must be familiar with these common misconceptions and better understand how misperceptions may hold back their functionality and usefulness.
Myth 1: Modular Enclosures are Too Expensive
This is one of the most common misconceptions about modular enclosures. They can indeed cost more than traditional unibody enclosures, but it’s important to factor in the long-term savings associated with their use. Modular enclosures are designed to be customizable and reconfigurable, so they can be used for multiple applications over time without needing to be replaced or retrofitted.
This means you can spend money on something other than purchasing new equipment every time your needs change, which adds up over the years. Additionally, many modular enclosure manufacturers offer competitive pricing, making them an attractive investment in the long run.
Myth 2: Modular enclosures are less robust than unibody enclosures
Enclosures are actually incredibly robust and reliable when it comes to protecting against potential damage. The frame’s strength also allows it to be used in more demanding and hazardous environments than unibody enclosures, such as chemical plants or outdoor locations.
In addition, modular enclosures come with a range of features designed specifically for safety and security purposes. These features may include a key-operated locking mechanism, tamper-proof hinges, and breakaway gaskets which prevent unauthorized access.
Myth 3: Setting up a modular enclosure is a labor-intensive process
This is not necessarily true. While some assembly will be involved, it can usually be done without specialized training. The complexity of the configuration and the number of accessories used will determine how much work is required.
But even then, it’s typically less than what would be needed for a unibody enclosure that requires fabrication techniques such as cutting, welding, and bending to modify it. So if you’re looking for an easier way to customize your enclosure system, modular enclosures are definitely worth considering!
Myth 4: Several part numbers must be obtained to complete a modular enclosure assembly
Most applications require two-part numbers for a complete modular enclosure assembly. While it is true that additional accessories can be ordered to customize the enclosure and make it more suitable for specific application needs – such as feathering in different sidewalls, doors, or covers.
These are only necessary if extra protection, customization, or flexibility are needed. In most cases, the core frame/assembly plus a pair of sidewalls will provide adequate protection capabilities without requiring additional components. This keeps costs down and simplifies the assembly process for everyone involved.
To have better understanding, below is a table on how easy it is to request for standard part numbers that offer basic configuration options.
STANDARD SIZE RACKS/CABINETS
D
E
P
T
H
Light Duty Width
Medium Duty Width
Heavy Duty Width
21.31″
22.31″
24.00″
26″
30″
36″
A1
D1
G1
A2
D2
G2
A3
D3
G3
PART NUMBER KEY
x x
Height
–
x x
Depth/Width
–
x x x x
Configuration
Reliable enclosures at A&J Manufacturing Company
After debunking the misconceptions, it’s now clear that you can fully rely on modular enclosures, from reduced construction cost and faster installation to greater adaptability and the ability to house systems of all sizes. Choosing the right enclosure will protect your valuable components from environmental hazards such as dust, moisture, and corrosion.
A&J offers a wide range of high-quality enclosures for military and industrial applications
All our products are thoroughly tested to ensure reliability and longevity
With decades of experience designing and manufacturing trusted and reliable enclosures, you can trust that A & J Manufacturing Company has the best solutions for your business needs. Contact us or request a free quote today to get started with finding the perfect modular enclosure for your operations.
Posted by A & J Manufacturing on | Comments Off on Aluminum recycling – how it’s done and why it’s important
Aluminum is one of the most abundant metals found on Earth and is also widely recycled across much of the world. Alongside glass and steel, aluminum is one of the easiest materials to recycle. According to the Aluminum Association, nearly 75% of all aluminum that has ever been produced is still in use to this day; with the majority of aluminum cans that you purchase in a store having already been recycled many times over.
But, aluminum isn’t easy to produce. It’s an extremely energy-intensive process. Extracted and refined from mined bauxite ore, producing virgin aluminum takes an average of 14,000 kWh of electricity to produce just one metric tonne. Increasing aluminum recycling translates to less energy used and a lower carbon impact.
How is aluminum recycled?
Recycling aluminum is a lot more straightforward than creating new aluminum and represents the circular economy at its finest.
Aluminum scrap comes from two primary sources:
Fresh scrap, which is the surplus metal left over from the manufacturing and fabrication of aluminum products, mostly found in manufacturing plants
Old scrap, which is a discarded aluminum product, like a beverage can
Aluminum is recycled by being shredded into chips and fed through an infrared sorter to remove any plastic, glass or other contaminants, followed by a magnet which pulls up any scraps of steel. Did you know aluminum isn’t magnetic?
The chips are then melted down at a temperature of approximately 1,221 Fahrenheit into molten aluminum, and poured into large molds. It takes just two and a half hours for a 10m long ingot to set.
During the remelting process any paints or lacquers used are vaporized, and an aluminum oxide called dross is produced and reacts with air. To remove the dross, a furnace operator uses a large spatula to skim the dross off the top. The dross is collected, and then goes through its own recycling process to extract residual aluminum.
Dross is highly toxic and has to be buried in landfills. This dross must be tightly sealed in containers so that it doesn’t leak out and enter groundwater. Engineers at the Worcester Polytechnic Institute are trying to find ways to use the waste product to strengthen cement instead of burying it.
After an ingot has been removed from its mold, its transported to a rolling mill. The furnace is heated to 995 Fahrenheit, which is hot enough to relax the bonds between the aluminum. It’s then pressed through a series of rollers that roll the ingot thinner and thinner, until the ingot become a sheet of aluminum approximately 0.1″ thick. It’s rolled into a reel approximately 1,000 times its original length!
Before widespread commercial aluminum recycling, aluminum used to be one of the most expensive metals on the planet; more so than gold.
Advantages of recycling aluminum and reducing our carbon footprint
Thanks to recycling aluminum, more than 90 million tons of carbon dioxide are stopped from being released into the environment each year
Recycling aluminum saves more than 90% of the energy costs necessary for primary production
It prevents 97% of greenhouse gas emissions than creating new aluminum
Recycling aluminum saves 9 tonnes of CO2 emissions and 4 tonnes of bauxite
In the US, industrial recycling saves over 90 million barrels of oil annually
While the production and recycling of aluminum isn’t a perfect process, it’s one of the best solutions we have to make manufacturing across multiple industries greener and more sustainable.
Posted by A & J Manufacturing on | Comments Off on How to calculate temperature rise in your enclosure
When designing an electronic enclosure, temperature rise must be carefully considered to ensure all devices will function properly and for safety reasons. Heat is generated from all electronic components, and uncontrolled temperature accumulation can lead to malfunction. We’d argue it’s the most important factor to take into account when designing your rack or enclosure. The service life of components are halved and the failure rate is doubled in the event of a 10 K temperature increase.
Several ways to control temperature rise include ventilation, heat sinks, and air conditioners. By understanding how temperature rise occurs and choosing the suitable temperature control method, designers can create safe and reliable electronic enclosures.
What causes temperature rise?
Adding heat to an object or material causes the temperature to rise. The amount of heat added is determined by the surrounding environment’s temperature and the pace at which heat is generated.
Many electronic components generate heat when power flows through them.
processors and power supplies
semiconductor devices
variable frequency drives (VFDs)
programmable logic controllers (PLCs)
This heat must be dissipated to prevent the component’s temperature from rising to a level that would cause it to malfunction or fail.
It’s important to consider all these factors when calculating the rise of the enclosure’s temperature too:
Environmental conditions outside , such as direct sunlight, can increase the internal heat load.
Since hot air rises, many vertically mounted enclosures will be hotter at the top versus the bottom. Additionally, the overall orientation of the enclosure affects how heat dissipates. Horizontally mounted enclosures experience significantly more complex heat transfer mechanisms.
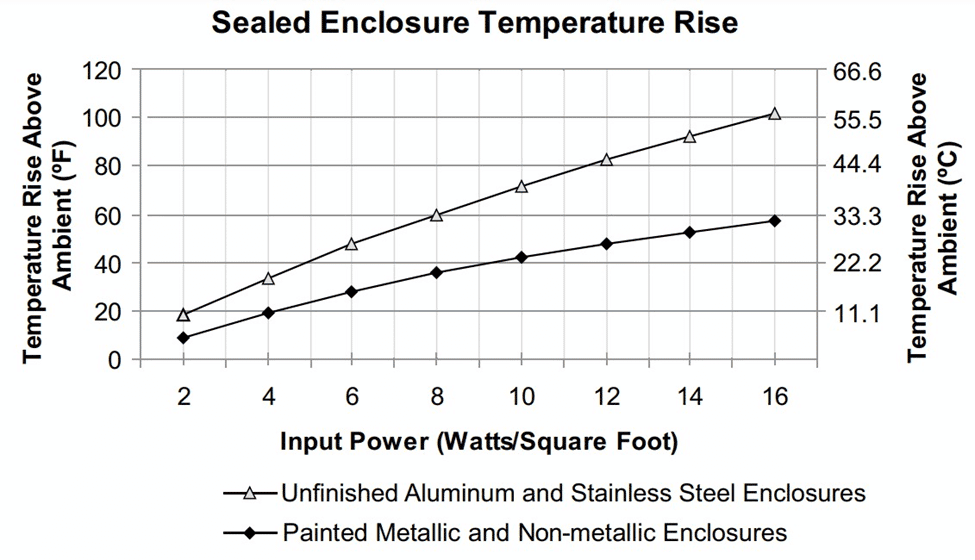
The enclosure’s construction materials and finishes will affect heat dissipation. For example, unfinished aluminum or stainless steel doesn’t radiate heat as effectively.
How to calculate the temperature rise in an enclosure
Below is a set of steps to calculate your enclosure’s temperature rise:
The first thing you should take action on is identifying the electrical input power indicated in watts/square foot. You can do this by taking the amount of heat dissolved within the enclosure expressed in watts and dividing it by the square feet of the enclosure’s surface area.
Once you have the electrical input power, you can use the graph underneath to find the approximate temperature rise. To do this, locate the electrical input power at the bottom of the graph. Follow the line vertically from the point until it intersects one of the temperature curves. Use the top curve if your case is untreated aluminum or stainless steel. If your enclosure is painted metal or non-metallic, use the lower curve.
Finally, draw a horizontal line from the intersection to the graph’s vertical axis. This will give you an estimated number of degrees that the internal temperature of the case will rise above the surrounding air temperature.
By following these steps, you can better understand how much heat your electrical enclosure can safely dissipate without exceeding its temperature rating.
Tips for reducing temperature rise in your enclosure
There are several ways to reduce the amount of heat dissipated within the enclosure, such as:
Reducing the size of the enclosure
Using a material with high thermal conductivity
Adding ventilation
Adding a heat sink (ex: fins or liquid coolant)
Adding forced air via an internal air conditioner or fans
Safely dissipate the heat generated by your electronic components
Don’t hesitate to contact us for help with your enclosure design and calculating your enclosure temperature. We have the expertise and experienced engineers to help you select the suitable size, and ventilation for your enclosure to ensure that it can safely dissipate the heat generated by your electronic components.
Posted by A & J Manufacturing on | Comments Off on How to Modify your Enclosure, but Still Save Time & Money
Modifications are often necessary during the enclosure design phase to ensure that your electronic components are properly protected and stabilized. With proper planning and coordination, your product design can be manufactured with your exact customer specifications and requirements.
Identify modification needs early in the design process
The earlier you can identify modification requirements in the design phase, the more often you can take advantage of “stock” enclosures, which will cost substantially less and require less lead time. Consider the following:
Mounting – are internal or external mounting provisions required? We can add tapped holes or preassemble mounting brackets
Shielding – add EMI/ RFI shielding to enclosures
Accessibility – who will need to be able to access the internal components for maintenance? also consider security
In addition to features, consider your realistic quantity for the lifetime of your program. Do you have a continuity plan? Are you developing to grow to an ultimate quantity over time?
Our best advice: keep the design simple. Remove anything that doesn’t serve a specific purpose and try to minimize the number of fasteners. Keep things like thread size and fastener type the same across your design in order to bring the cost of your design down as much as possible.
Source the proper supplier
Look for suppliers that have invested in tooling, can produce modifications rapidly and are equipped to accept customer-generated CAD files. You’re the expert in your electronic products and understanding what can be modified and to what tolerance, but leveraging the manufacturability expertise of your supplier can quickly, efficiently and cost-effectively give you the enclosure you’re looking for.
Our tooling investments means no more measuring, drilling or cutting in-house so that you can focus your attentions on other segments of your operations and programs. You’ll get repeatable cutout accuracy, increased safety by eliminating manual power tools, cut any shape or size and drawings can be stored for future needs in our ERP system.
Take advantage of our services
A&J can provide design recommendations for customers who don’t / can’t do their own, and can quickly offer alternative layouts using our Design Engineering services. We’ll figure out how to accommodate unique designs using standard product to keep your required features and still keep the price low. Try to provide as much detail as possible since most design services are priced hourly. The less time a design engineer is using to research, design, modify and redesign, the lower your overall cost will be.
And we can preassemble additional enclosure components, including cable and mounting brackets, access panels, shelves, fans, vents or other accessories.
Request a Quote
We have an experienced design engineering services team that is knowledgeable, available and capable.
Posted by A & J Manufacturing on | Comments Off on Metal vs. Plastic Electronic Enclosures
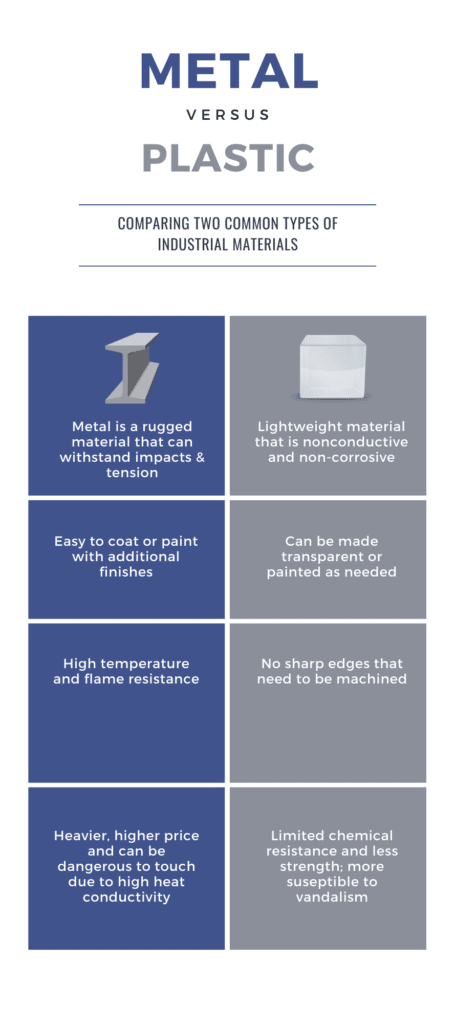
Metal and plastic are the two main categories of materials for electronic component enclosures. The better material depends on the intended application of the electronics. Whichever enclosure material you choose, safety should be the topmost consideration. The material and design of the enclosure should also be able to withstand the environmental conditions in which they will be used.
Here we’ll outline the main differences between industrial-grade plastic and metal electronic enclosures.
Pros and Cons of Metal Electronic Enclosures
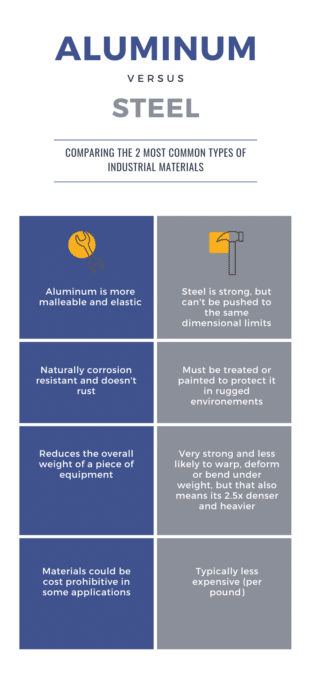
Aluminum is the most common metal used to fabricate electronic enclosures. Since aluminum is nonmagnetic, it is an excellent choice for applications that require electromagnetic and radio frequency blocking. These metal enclosures enable good electrical conductivity and independent circuitry. They are also a good option in moist environments due to their corrosion resistance.
On the other hand, if your application is temperature-sensitive, requires a lighter enclosure, or operates with a lower budget, metal enclosures may not be the best choice. Metal enclosures conduct heat, so they can be dangerous to touch. They also tend to be heavier and more expensive than plastic enclosures, but if these are not major concerns, metal enclosures are still preferable.
Plastic enclosures are constructed from electrically insulated polycarbonate, PVC, acrylics, ABS, or HIPS. Unlike aluminum enclosures, plastic enclosures allow radio and electromagnetic waves to pass through, so they are ideal for electronics that send and receive signals. Most plastic enclosures are used in indoor settings, but some polycarbonate enclosures can be designed for use outside, where they can resist harsh weather conditions.
The following are some other pros of using plastic enclosures:
Lightweight
Nonconductive
Cost-effective
Non reactive
Non corrosive
Can be made transparent or painted as needed
Easy and quick to install
No sharp edges or corners that need to be machined
Drawbacks to plastic enclosures include limited chemical resistance and less strength relative to metal enclosures. Heavy-duty applications should not utilize plastic enclosures, as they won’t stand up to sustained tension or high temperatures. They often require additional coatings, which can add to the overall cost of the enclosure. Plastic enclosures are also less resistant to vandalism and cannot be recycled as readily as metal enclosures.
Why Choose Metal Electronic Enclosures?
Aluminum electronic enclosures are superior in durability and strength under extreme conditions. The material can resist rust, flame, and UV. Aluminum is a naturally conductive metal that is excellent at shielding against electromagnetic waves and radio frequency interference. Thus, aluminum enclosures are perfect for projects involving independent circuitry and minimal interference.
Aluminum Electronic Enclosures from A&J Manufacturing
The right enclosure will depend upon your application and budget. You should also consider the quantity needed and the environment for use.
Electronic enclosures are a crucial part of important electronic systems. A&J Manufacturing is a leading manufacturer of standard and custom aluminum electronic enclosures. Contact us to see how we can help with your electronics project.
Posted by A & J Manufacturing on | Comments Off on Uses and Applications for Aluminum Extrusions
Using extruded aluminum to manufacture your electronic enclosures allows for elegant, low maintenance designs with increased design innovation possibilities AND the added benefit of green credentials. They have many uses and applications in the electronics, automotive, mass transit, aerospace, telecommunications, solar/renewable energy industries, and more.
Extruded aluminum gets its strength from the addition of alloying elements. The most commonly used are silicon, iron, copper, magnesium, manganese and chromium. We stock Aluminum 6061-T6 and alloy 6063-T5 for the extrusion material which are alloyed with silicon and magnesium. The result is a corrosion-resistant, lightweight material that is available in medium to high-strength forms.
Impact of the Extrusion Process
Aluminum extrusion is a process for creating parts with specific cross-sectional profiles by pushing heated alloy material through a die. The shapes created can be solid, hollow or semi-hollow; and they can be simple or complex. The silicon in the 6000 series that we stock means those aluminum alloys extrude quickly and easily, which helps keep manufacturing costs down.
What is the Difference Between Extruded and Cast Aluminum?
As mentioned above, extrusion is a process by which aluminum billets are forced through a die. Whereas, casting is a process in which molten aluminum is poured into a mold and then solidifies into a desired pattern. Both have its advantages and disadvantages, but offer savings from reduced machining time.
Advantages of Extruding Aluminum
A generally competitive and economical production option especially when dealing with complex cross-sections. New shapes or designs are often available with short lead times, which helps with prototyping, testing, and new product launches.
Produced with an excellent surface finish (no secondary machining required) and are typically stronger in comparison to cast aluminum.
Fabrication is often greatly simplified since sections can be easily assembled together via interlocking vs. welding.
Common Uses & Applications for Aluminum Extrusions
Strength-to-weight ratios are critical in several industries, including transportation. Aluminum extrusions are ideal for engine blocks, transmission housings, chassis of cars, boats, trucks, and railway and subway cars, as well as component parts for vehicles.
Aluminum conducts heat efficiently, so its commonly found in the heating and cooling devices of computers, audio/visual systems and other electronics
It is a naturally rust and corrosion resistant material due to the protective aluminum oxide film that bonds to it’s surface. It makes it an ideal material to use in outdoor electronic cabinets for utilities or photovoltaic systems for solar energy
The highly reflective characteristic of aluminum extrusions make them useful for shielding products from infrared radiation, light or radio waves.
Aluminum extrusions are a major element of military, aircraft and aerospace applications including: command tent structures, military vehicles and Navy ships (like the littoral combat ships), the International Space Station, aircraft and helicopters
Posted by A & J Manufacturing on | Comments Off on An Overview of Aluminum Electronics Enclosures: Applications, Benefits, & Types
Electronic enclosures are cabinets or racks designed to house electrical/electronic equipment. They protect the equipment from damage caused by environmental conditions or compounds and users from electrical shock caused by direct contact. Depending on the application in which they are employed, they can be made from a variety of materials. One of the most commonly used materials is aluminum.
Typical Applications for Electrical Enclosures
Electronic enclosures are found in facilities across a wide range of industries. Typical applications include:
Benefits of Using Aluminum for Electrical Enclosures
While electronic enclosures can be built from a number of materials, there are many advantages to choosing aluminum. For example:
It is durable. Aluminum is a highly durable material, allowing enclosures made from it to maintain their shape even when subjected to strong forces.
It is corrosion-resistant. Aluminum exhibits a natural resistance to corrosion, making it ideal for making enclosures that will be exposed to moisture.
It is electrically conductive. Aluminum is an excellent conductor of electricity, which makes it well-suited for use in electrical and electronic applications.
It is not reactive to magnetic forces. Aluminum does not react to magnetic forces, so it can be used to create enclosures that shield the electrical/electronic equipment from electromagnetic frequency (EMF) and radio frequency interference (RFI).
It is suitable for a variety of finishing techniques. Aluminum can be finished in many ways, such as black anodizing or powder coating, which allows enclosures made from it to be tailored to suit different customer needs.
Types of Aluminum Electronic Enclosures Available at A & J Manufacturing
A & J Manufacturing is a premier supplier of commercial off-the-shelf (COTS) and custom electronic equipment enclosures. We use extruded aluminum alloys to create enclosures rated for different degrees of protection in a range of applications and environments. Our offerings include:
AJXR 100 Series
These light-duty enclosures are manufactured using 2500 Series aluminum extrusions. They are suitable for lightweight, shallow equipment that needs protection against rain, dust, and impact. They can handle static payloads up to 300 pounds and dynamic payloads up to 500 pounds. Their standard height is 72 inches, standard weight is 22.31 inches, and standard depths are 19, 24, or 30 inches.
AJM 150 Series
These medium-duty enclosures are manufactured using 6500 Series aluminum extrusions. They are suitable for most industrial and consumer rack applications that require shock and vibration protection. They can handle static payloads up to 600 pounds and dynamic payloads up to 1,200 pounds. Their standard height is 72 inches, standard weight is 22.31 inches, and standard depths are 19, 24, or 30 inches.
AJMR & AJSR 159 Series
These heavy-duty enclosures are manufactured using 9000 Series aluminum extrusions. They are lab- and field-tested to ensure suitability for mission-critical equipment and verified to offer protection against dust, vibration, and other harsh environmental conditions. They can handle static payloads up to 1,600 pounds. Their standard height is 72 inches, standard weight is 24 inches, and standard depths are 19, 24, or 30 inches.
Innovative Aluminum Electronic Enclosures From A & J
Looking for quality aluminum electronic enclosures? The experts at A & J are here to help! We provide a variety of standard light-duty, medium-duty, and heavy-duty enclosures and maintain various modification and customization capabilities to suit different customer requirements and restrictions.
To learn more about our enclosure offerings, browse our FAQs. To discuss your specs with a team member, request a quote.
Each has their own defined and distinct characteristics that make it the right, or wrong, choice for each job. When selecting the right material, it’s important to consider: strength and malleability, corrosion resistance, weight and cost. And most important of all, each of these attributes need to be matched with the end application.
Common Use Cases for Aluminum Racks
Aluminum racks can be used in a variety of industries with several use cases outlined below.
Sports & Entertainment
scoreboards
sound & light equipment
audio/visual
Food Processing
thermoelectric cooling systems
food-grade warehousing
retail cases at grocery, restaurant, bar, specialty stores
Security & Surveillance
RFID readers
transmit/receive modules
power supplies
Automotive/Industrial
assembly line control panels
electric vehicle charging stations
after-market modifications for emergency vehicles
Infrastructure
traffic-control enclosures
mass transit & rail components (ex: rail switching components)
Posted by A & J Manufacturing on | Comments Off on Your Guide to Designing Electronic Enclosures & Racks
Electronics are great: they whirr, they blink, maybe it speaks in tones, it’s voice-controlled and “cloud connected”. But, since you likely want to protect this powerful heap of wires and circuit boards for many years to come, a robust electronic enclosure or rack is required. Creating optimal enclosure designs that reflect your requirements and intent can be a challenge, especially if it’s uncharted territory.
But where to start? This post will help guide you through the various options to hopefully save you time and unnecessary redesigns.
Let’s define enclosure first. Enclosures are four-post racks, often with front and rear doors as well as side panels. Using an enclosure provides enhanced security, controlled thermal management and a broader range of mounting options for accessories.
Step 1: Start with your product requirements
Racks and enclosures can be found everywhere. They’re on Navy ships, in airports, healthcare facilities, schools and enterprise data centers. They’re available in different heights, widths and depths. You should be asking yourself: what does my enclosure need to do and what are its most basic functions? Consider space and environment, equipment and cabling and ideal temperatures or airflow management.
The features highlighted above are necessary for a successful design, but don’t actually go into specific details. At this phase, its best to keep things as minimal and as streamlined as possible to give you flexibility.
PRO tip: enclosing electronics tends to increase the temperature of the system, so you may need to add a fan or some sort of heat rejection method if your components are getting too hot.
FEATURES
REQUIREMENTS
Size: The most important attribute is how much rack space is required.
Height (in.) Width (in.) Depth (in.)
Payload: An estimate of the anticipated weight loading is key and vary widely depending on application. Our light-duty racks can accomodate 500 lbs whereas a heavy duty rack has an isolated payload of 1600 lbs.
Payload or weight loading (lbs.)
Isolators: Are isolators required or will the enclosure need to withstand high shock and vibration?
Isolators: Yes / No Stabilizers: Yes / No
End-of-row or bayed: Is the cabinet standalone (requires covered sides), end of row (side covered on one end) or bayed with adjacent cabinets (no side covers)? In a typical installation, you may have some of each of these configurations.
End of row: Yes / No, Qty Bayed: Yes / No, Qty Standalone: Yes / No, Qty
Front doors/back doors & locks: Do you need solid or vented front/back doors?
Solid or vented? Lock type (key / combo / HFID)
Rails/accessories:
Shelves, power panels, drawers
Step 2: Get the right fit & the right materials
Use 3D modeling to create a rack that combines safety, functionality and cost-effectiveness. Dimensions are of course an important part of your final product, as is payload and weight. We’ve listed standard rack specifications, but custom configurations are also possible.
After you’ve determined how much space you need, there are several factors to consider when choosing the proper material for your electronic enclosure or rack. You need to consider: durability, malleability, availability and overall cost. And don’t forget about the end-use application. If your rack needs to be placed outdoors, withstand extreme temperatures or high moisture levels, you’ll certainly want a material that is durable and nonpermeable.
At A&J, we build aluminum racks. It’s a lightweight, corrosion-resistant metal that can be chem-filmed or left unfinished with an ability to withstand high temperatures. And due to this extreme versatility, the process of extrusion can lend itself to even more complex designs. Pure aluminum for commercial use has a tensile strength of 90MPa. It can be used in several applications including food & beverage, marine, pharmaceuticals, telecommunication, and aerospace/defense.
We stock Aluminum 6061-T6 and alloy 6063-T5 for the extrusion material and 5052-H32 and 6061-T6 for sheet metal. 5052 is ideal for sheet metal enclosures since it can be bent to a tight radius without cracking and easily machined.
PRO tip: metal can’t typically be formed into a true 90-degree corner. Instead, your or one of our designers will help you specify a bend radius where necessary. Our designs use a unique bolted-together assembly methodology that eliminates the need for welding.
Step 3: Let’s Accessorize
Rack accessories such as shelves, panels and drawers provide a finished appearance, add security and improve your work efficiency. Interior accessories such as power panels, brackets or fans can help reduce clutter and improve general system operation.
Due to our unique, bolted-together design, side panels can easily be removed from outside which will greatly enhance accessibility to interior components and cabling. You can easily swap in/out various kits as electronic equipment changes or move them around. You can even move the entire enclosure with relative ease.
Usable cabinet depth
The usable depth in a cabinet rack is the maximum usable space and typically varies from approximately 17″ to 42″. The addition of connectors and cabling from the rear panels of equipment or instruments can add several inches to cabinet depth requirements. You also need to factor in all accessories such as power strips, cooling devices and mounting brackets.
Power Panel
Power Strip
Sliding Drawer
Sliding Shelf Kit
Sliding Tray Kit
Sliding Tray Kit
Step 4: Finishing
Powdercoating – a type of dry thermoplastic powder, its available in a variety of colors, gloss levels and textures and widely recognized as the industry standard for painting metal. It provides a cost-effective, high quality and durable finish.
PRO tip: powdercoating adds an extra layer to your enclosure and its recommended that you add an additional .003″ to .005″ per side.
Chemical Conversion Coating – often referred to as chem-film or chromate coating, it creates a corrosion-resistant and durable surface that exhibits stable electrical conductivity.
Anodizing – an electrochemical process that converts a medal surface into a decorative, durable anodic oxide finish.
Bare Metal Finishes – offered in three basic types:
No finish – parts are de-burred with no additional finishing, and may exhibit small scratches or swirl marks
Grained finish – part is de-burred, and then given a specific linear grain direction via brushing
Tumbled finish – smoothens and imparts non-directional finish via tumbling in abrasive medium
Hopefully this guide gives you helpful guidance for designing your own product enclosure. Contact us for more detail on a particular enclosure design feature or schedule a chat with one of our engineers. You can also browse our FAQs.

 Conductive gaskets to create tight electrical seals on doors and access panels
Conductive gaskets to create tight electrical seals on doors and access panels Conductive gaskets to create tight electrical seals on doors and access panels
Conductive gaskets to create tight electrical seals on doors and access panels

 At A&J, we build
At A&J, we build 




