Posted by Courtney Pardal on | Comments Off on Top Challenges in Defense Supply Chains and How Custom Enclosures Solve Them
The defense supply chain is one of the most complex and high-stakes networks in the world. From rapid deployment in critical situations to long-term maintenance of sensitive systems, the challenges are numerous. In this highly demanding environment, custom rack enclosures play a crucial role in mitigating risks and optimizing logistics, integration, and environmental resilience.
Let’s break down the top challenges defense supply chains face today and explore how custom rack enclosures can provide solutions.
1. Logistics Challenges: Transporting Sensitive Equipment Safely and Efficiently
The Problem:
Defense equipment often travels across challenging terrains and long distances. Whether it’s being transported from manufacturing plants to military bases or between conflict zones, sensitive electronics and systems are at risk of damage from rough handling, vibrations, temperature fluctuations, or even moisture.
How Custom Enclosures Help:
Custom-designed rack enclosures offer tailored protection against these challenges by:
Shock-Absorbing Features: Custom enclosures can be equipped with materials that cushion sensitive equipment from vibrations and shocks during transit, preventing potential damage.
Temperature Regulation: Built-in cooling or heating elements ensure that equipment remains at optimal temperatures, even in extreme climates or temperature fluctuations.
Moisture Protection: With sealed, weatherproof enclosures, electronics are shielded from humidity, rain, or other environmental contaminants.
2. Integration Challenges: Ensuring Compatibility with Existing Systems
The Problem:
Defense systems often rely on a variety of complex technologies that need to work together seamlessly. The integration of new equipment into existing systems—such as radar, missile systems, or communication networks—can be difficult due to size discrepancies, incompatible interfaces, or physical space constraints.
How Custom Enclosures Help:
A custom rack enclosure is designed to fit the unique specifications of a given system, solving integration issues by:
Tailored Dimensions: Custom enclosures ensure that the size, shape, and configuration of the equipment align perfectly with existing infrastructure, eliminating spatial conflicts.
Easy Integration: Custom enclosures can include pre-engineered cable management systems, mounting options, and modular design elements that make the integration of new and existing systems faster and more efficient.
Modular Designs: For rapidly evolving projects, modular enclosures allow components to be swapped, added, or reconfigured without compromising system performance.
3. Environmental Challenges: Operating in Extreme Conditions
The Problem:
Military and aerospace applications often require equipment to function in extreme environments—whether it’s in the freezing temperatures of the Arctic, the scorching heat of a desert, or underwater for naval defense operations. Standard enclosures may not be equipped to handle such severe conditions, potentially leading to equipment failure or performance degradation.
Thermal Management: Enclosures can be designed with advanced cooling solutions (like liquid cooling) or heating elements that maintain equipment performance, even in the most extreme temperature ranges.
Corrosion Resistance: Custom enclosures made from corrosion-resistant materials, such as marine-grade stainless steel or specialized coatings, ensure longevity when exposed to moisture, saltwater, or other corrosive agents.
Dust and Debris Protection: Custom seals and filtration systems protect sensitive equipment from dust, dirt, and debris, which can compromise the performance and longevity of defense systems, especially in battlefield environments.
4. Security and Protection: Safeguarding Sensitive Technology
The Problem:
Defense systems house highly sensitive and classified technologies. Security is paramount, whether it’s protecting intellectual property or preventing tampering during transport or in the field. The physical security of electronic components is critical to maintaining national security.
How Custom Enclosures Help:
Custom enclosures provide robust security features, including:
Tamper-Resistant Locks: Enclosures can be equipped with reinforced locking mechanisms, preventing unauthorized access and safeguarding valuable equipment.
Electromagnetic Interference (EMI) Shielding: Specialized enclosures can be designed with built-in EMI shielding to prevent external signals from interfering with sensitive electronics, ensuring secure communications and functionality.
Environmental Monitoring: Advanced enclosures can integrate sensors that detect unauthorized tampering, environmental changes, or system failures, providing additional security layers for mission-critical equipment.
5. Time Sensitivity: Meeting Tight Deadlines for Deployment
The Problem:
In defense, time is of the essence. Rapid deployment is often required in response to evolving security threats or urgent operational needs. Traditional systems, which rely on standard solutions or off-the-shelf enclosures, may not meet the specific needs for timely deployment.
How Custom Enclosures Help:
Custom rack enclosures are tailored for the unique needs of rapid deployment, offering:
Quick-Assembly Designs: Custom enclosures can be designed for easy and fast assembly in the field, reducing setup time and ensuring that critical systems are operational without delays.
Pre-Configured Solutions: Custom enclosures can come pre-configured with the exact specifications and components needed for the mission, reducing the time spent on integration during deployment.
Flexible Modularity: Modular enclosures allow for easy reconfiguration to meet the evolving needs of different missions, ensuring that equipment can be adapted to various scenarios swiftly.
6. Cost Efficiency: Balancing Performance with Budget Constraints
The Problem:
While defense projects often have large budgets, the need for cost-efficiency remains a priority. Excessive delays, unanticipated maintenance costs, and integration issues can lead to cost overruns, particularly in complex defense systems.
How Custom Enclosures Help:
Although custom enclosures may have a higher upfront cost, they help prevent costly issues in the long term by:
Reducing Downtime: A well-designed enclosure minimizes system failures and downtime, ensuring that the equipment performs reliably over its lifecycle.
Eliminating Integration Costs: Custom enclosures ensure that new systems integrate smoothly with existing equipment, reducing the need for expensive reconfigurations or retrofitting.
Longevity and Durability: Custom materials and design features enhance the lifespan of equipment, reducing the need for frequent repairs or replacements, which helps keep long-term costs down.
In the defense industry, where performance, reliability, and security are non-negotiable, custom rack enclosures play a critical role in solving the most pressing supply chain challenges. From protecting sensitive equipment during transport to ensuring seamless integration and reliable operation in extreme environments, custom enclosures are the key to maintaining mission readiness and success.
By addressing logistics, integration, environmental conditions, and security concerns, custom enclosures offer tailored solutions that optimize every step of the defense supply chain, ensuring that systems are ready when and where they’re needed most.
Need a custom solution for your next defense project? Download our design requirements worksheet to ensure you get the right product designed for your unique applications. It helps capture the critical design elements necessary to correctly and completely design a high-performance solution.
Posted by Courtney Pardal on | Comments Off on Navigating Military Specifications for Electronic Rack Enclosures
Navigating military specifications (MIL-SPEC) for electronic rack enclosures requires a deep understanding of the stringent standards and regulations governing equipment used in defense and military applications. Military specs ensure that products can withstand harsh environmental conditions, perform reliably, and meet security and safety requirements. Here’s a breakdown of how to navigate these specs when designing and producing electronic rack enclosures:
1. Understanding Key Military Standards (MIL-SPEC)
Military specifications are detailed documents that outline requirements for products used in military settings. For electronic rack enclosures, the most relevant standards often include:
MIL-STD-810: This standard focuses on environmental testing and ensures that equipment can endure a range of conditions such as extreme temperatures, humidity, shock, vibration, and sand/dust exposure.
MIL-STD-901E: This addresses shock testing for equipment used on ships, ensuring that enclosures can handle high-impact shocks.
MIL-STD-167: Specifies requirements for vibration testing, ensuring that the enclosure can perform under constant vibrations found on ships, aircraft, or vehicles.
MIL-STD-461: This governs electromagnetic interference (EMI) and electromagnetic compatibility (EMC). Enclosures must prevent interference with other electronics and ensure protection against external EMI sources.
MIL-STD-1472: Focuses on human factors engineering to ensure that equipment is designed with ergonomics in mind, particularly for users in military environments.
2. Design Considerations for Military-Grade Enclosures
When designing military-compliant electronic rack enclosures, several factors need to be considered:
Material Selection: Choose materials that are durable and compliant with military standards. Common materials include aluminum, stainless steel, or composites, which provide strength while minimizing weight. Materials should be corrosion-resistant, particularly for enclosures used in marine or harsh outdoor environments.
Shock and Vibration Resistance: Enclosures must protect sensitive electronics from extreme shocks and vibrations. This may require reinforced structures, shock absorbers, and vibration-dampening systems to pass MIL-STD-810 and MIL-STD-167 testing.
Temperature and Environmental Resistance: Ensure the design includes features like thermal management, sealing for waterproofing (IP or NEMA ratings), and ventilation systems to meet environmental conditions specified in MIL-STD-810.
EMI Shielding: To comply with MIL-STD-461, the enclosure must offer proper shielding to protect against electromagnetic interference. This might involve integrating EMI gaskets, conductive coatings, or specially treated metals to block and absorb EMI.
3. Compliance Testing and Certification
Before deployment in a military setting, electronic rack enclosures must undergo rigorous testing to ensure compliance with military standards. This process typically involves:
Pre-Compliance Testing: Perform in-house testing during the design phase to identify potential issues. This includes subjecting prototypes to simulated environmental conditions (e.g., extreme temperatures, shock, vibration) and measuring EMI levels.
Third-Party Testing: Engage with accredited testing laboratories that specialize in military specifications to certify your product. These labs will validate whether the enclosure meets the required MIL-SPEC criteria.
Documentation: Maintain detailed records of testing procedures, results, and compliance reports. Military contracts often require comprehensive documentation to demonstrate adherence to specifications.
4. Customization and Modularity
Military applications often demand highly customized solutions to fit specific needs. Be prepared to offer:
Modular Designs: Military projects often have evolving requirements, so designing modular enclosures that can accommodate different configurations and upgrades is crucial.
Customization for Specific Missions: For example, enclosures used in ground vehicles may need additional protection against dust and shock, while enclosures for naval use may require corrosion resistance and water-tight sealing.
Cooling Solutions: Some enclosures need specialized cooling systems (active or passive) to meet thermal management needs in extreme environments, such as high-temperature desert operations or cold-weather deployments.
5. Security and Access Control
In military applications, security is paramount. Electronic rack enclosures may need features such as:
Locking Mechanisms: Secure locking systems, tamper-proof panels, and restricted access controls to ensure sensitive equipment is protected.
RFID/NFC Access: Advanced access systems using RFID or NFC technology may be required for added security and monitoring.
Classified Equipment Protection: For enclosures housing classified or sensitive equipment, compliance with specific government security standards, such as TEMPEST (emissions security) for electronic equipment, may be necessary.
Navigating military specifications for electronic rack enclosures requires careful attention to detail, from understanding relevant standards to designing robust, compliant systems. By integrating MIL-SPEC standards into your product development process, conducting rigorous testing, and maintaining flexibility for customization, you can successfully meet the demands of military clients while ensuring long-term product performance and reliability.
Posted by A & J Manufacturing on | Comments Off on Five Benefits of AS9100 Certification
Quality procedures, results and products are critical in any business, but perhaps none more so than aerospace and defense. It’s not hyperbole to say that lives could be at risk if quality management processes aren’t adhered to.
The two quality standards most often associated with these industries are ISO 9001 and AS9100. While these certifications are not required by law, in order to effectively participate in the aviation space, many suppliers require AS9100 certification. If you want to do business with these suppliers, you MUST be certified. And once you are certified, you’ll need to maintain your certification by meeting the AS9100 requirements on an ongoing basis.
What is ISO 9001 and AS9100?
Often considered the fundamental requirement, ISO 9001:2015 is the internationally recognized, foundational quality standard. It’s based on quality management principles like a strong customer focus, top motivations, a process approach and continual improvement, according to iso.org.
AS9100 uses all of the ISO 9001 standards as a foundation, with additional regulatory requirements pertaining specifically to aerospace quality needs. They’re backed by the International Aerospace Quality Group (IAQG), which includes reps from many major worldwide aerospace companies.
The base content is identical in both standards, but the AS9100 audit carries additional expectations in the “Product Realization and Measurement, Analysis and Improvement” sections of the requirements. Examples include:
Risk management
Project management
Configuration management
Counterfeit part management
The human element
Additional safety requirements
Purchasing
Non-conformance
What are the benefits of being certified?
There are five main advantages that an ISO or AS9100 certification can bring to manufacturers:
Define your company’s quality control processes – a cornerstone of the certification process, quality control performance metrics, such as on-time delivery, throughput, and overall equipment effectiveness, helps accurately reflect your performance. In turn, these metrics can help you make more educated decisions to improve growth and profitability.
Boost employee performance and productivity – engaged employees are motivated to implement processes that help identify and resolve problems in a timely manner. The consistent auditing process will keep employees focused, while also providing critical feedback.
Provide an improved customer experience – when you employ a quality management process it translates into reduced customer complaints and more overall satisfaction. Optimizing your customer priorities based on their preferences, expectations and needs will reinforce their loyalty to your business.
Reduce waste and improve efficiency – because certification enforces a continuous improvement strategy, you’ll always be seeking ways to reduce waste by implementing preventative measures. When you streamline, every moving part is as effective as possible.
Increase confidence in your manufacturing business – with your certifications, you ensure that you business has all the tools, resources and equipment to produce a quality product or service.
Posted by A & J Manufacturing on | Comments Off on How We Build Quality into Each Enclosure We Make
Of course one of A&J Manufacturing’s primary goals of manufacturing is building a quality product. But, quality also means planning to avoid possible problems and defects. It’s a continual process that is more than just the final inspection before your enclosure or rack is shipped.
We want to obtain full customer satisfaction through the consistent delivery of high quality electronic enclosures and racks. Internally, we leverage various methods, such as Lead Manufacturing and Six Sigma, but each method has a few things in common:
Continuous improvement
Consistency
Teamwork as part of our culture
Routinely measure and analyze
Training
By our definition, quality is not a quick fix, but rather a long-term outlook.
We use the best materials and construction techniques available
Our electronic equipment enclosures are built to last, and we stand behind every one of them. Our commitment to quality is evident in every aspect of our operation, from the modern inspection systems we use to the multiple visual inspections that every component undergoes during production.
At A & J Manufacturing, we only use the highest quality components in the production of our items, such as:
ASTM B209. This is the Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate.
ASTM B221. This is the industry standard specification for aluminum and aluminum alloy extruded bars, rods, wire, profiles, and tubes.
The degree of protection required for industrial equipment and complex electronics is very demanding. Machined aluminum has the highest quality of durability, toughness and rigidity when compared to other types of enclosures. And they are perfect for precision applications wherein dimensional tolerances are critical.
Maintaining quality while work is in progress
Our quality management system extends beyond our product and materials to include our facilities, training and certifications, process monitoring and inspection points.
Facilities. Quality can’t be maintained on our production floor without clean and organized areas that are prepared for work. And all manufacturing equipment and CNC machines must be in good order to deliver the level of precision required for proper assembly.
Training & Certification. We have earned accreditation for two of the world’s most widely recognized quality management standards, including:
AS9100D. According to NQA, this establishes quality management system requirements to improve quality, cost, and delivery performance for businesses worldwide. Our AS9100 First Article Inspection is a rigorous process that ensures every component meets our high standards.
ISO 9001:2015. Advisera states that this benchmark sets the standards for a company that wants to offer goods and services that meet consumer demands and laws while making clients happy.
Process Monitoring. We have documented process controls in place with procedures for assembly that allow us to maintain consistency and quality in our manufacturing.
Inspection Points. We utilize multiple inspection points to examine previously assembled or machined parts throughout the manufacturing process. Inspections are performed both manually and with our Hexagon Arm CMM machine to detect any incorrectly placed components and to confirm accuracy.
Our commitment to “Made in the USA” and “Buy American”
The first “Buy American” Act was passed by Congress and signed into law by President Hoover in 1933. Products must meet two requirements: 1) the end-product must be manufactured in the US and 2) more than 95% of the cost of all component parts must also be manufactured in the US (revised under the Trump administration).
A&J is committed to being a “Made in the USA” manufacturer:
Manufacturing all kits, accessories and enclosures at our CNC machine shop in Foothill Ranch, CA
Purchasing our aluminum raw materials from US manufacturers
Purchasing ancillary components from US manufacturers
By partnering with US suppliers, we can easily visit with them in-person to ensure their products meet our customer needs. And when we manufacture things ourselves, we can adapt quickly to design changes and customer inputs. Beyond this commitment, we can help lessen the burden on government purchasing agents by ensuring easily demonstrable compliance with the Federal Acquisition Regulation (FAR) and giving them the option to buy from a US, women-owned, small business.
Customer satisfaction is our top priority
At A & J Manufacturing, we are committed to providing the highest level of customer satisfaction possible by focusing on timely delivery and exceptional quality, and we work hard to comply with all customer requirements from start to finish.
We also protect confidential customer information and prioritize the health and safety of our employees, customers, suppliers, and community. We have established ourselves as a leader in the quality equipment racks industry by consistently meeting or exceeding our customers’ expectations.
If you’re looking for a reliable, high-quality product, look no further than A & J Manufacturing. We build quality into all equipment racks we make, and we’re always looking for ways to improve our products and services. Send us a message or request a quote today to learn more about what we can do for you.
Posted by A & J Manufacturing on | Comments Off on What are EIA Standards? And Where Do They Come From?
A 19-inch rack is a standardized frame or enclosure for mounting electronic equipment modules. Common uses for these racks / enclosures include datacom, telecommunication, audiovisual production equipment, scientific equipment, and networking hardware. The weird thing: almost nothing on a 19″ rack measures 19 inches. The term comes from the width of the front panel of the boxes that are installed in the rack. Other common rack hole-to-hole spacing includes 23″ (566.7 mm) and 24″ racks (592.1 mm).
EIA stands for the Electronic Industries Alliance. It was a group of trade associations for electronic manufacturers in the United States. The current iteration or standard is EIA-310-D. Note: these standards are not enforced by any governing bodies, therefore compliance isn’t enforced.
The document outlines specific guidelines for several components:
Rack Units (U) – hole spacing for standard racks on the mounting flange is spaced in groups of three holes. This three-hole group is defined as a Rack Unit (U). 1U is 1.75″ (44.45 mm) of vertical space
vertical hole spacing – repeating pattern of holes within one Rack Unit of 1.75″ (44.45 mm). Whole spacing alternates at 1/2″ – 5/8″ – 5/8″ and then repeats. “U” space starts and stops in the middle of the 1/2″ holes
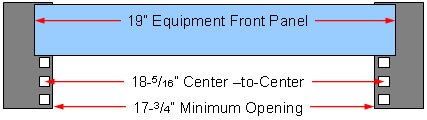
horizontal hole spacing – specified at 18 5/16″ (465.1 mm), but this dimension is not universal so most manufacturers will use equipment mounting slots to allow for variations
rack opening – specified at a minimum of 17 3/4″ (450 mm)
front panel width – 19″ (482.6 mm), but the physical width of the rack itself can vary significantly
Despite having a document defining standardized 19″ racks, there are still several details left out.
Are the rack-mounting holes threaded, square or round?
How many posts does the rack have? (2, 4 or even 6) Are there any obstructions between these posts?
How deep is the racks mounting depth?
What is the thread type?
How much space is between the front or rear door and the front or rear post?
A Brief History
The term relay rack first appears in the world of telephony, but was also being used in railroad signaling by 1911. However, there is little evidence that these early racks had any standardization.
A 19″ rack format with 1.75″ or 1U was established as a standard by AT&T around 1922 in order to reduce the space required for repeater and termination equipment in a telephone company’s central office. Their engineering department created a family of modular panels “designed to mount on vertical supports spaced 19.5 inches between centers. The height of the different panels will vary, but in all cases to be a whole multiple of 1.75 inches.”
By 1934, it was an established standard with holes tapped for 12-24 screws with alternating spacings of 1.25″ and 0.5″. The standard was again revised in 1992 to comply with the 1988 public law 100-418, setting the standard U as 1.75″ (44.45 mm). The 19-inch format has more or less remained constant since despite the fact that the technology mounted within has changed considerably.
Posted by A & J Manufacturing on | Comments Off on Questions to Ask your Electronic Enclosure Manufacturer
Choosing a manufacturer to build your COTS or custom electronic equipment enclosure is a big decision. With money and so many important factors at play, it requires careful consideration. Before committing, there are several questions you should ask to get a better idea of what they do and the level of quality they offer in both service and product.
What is your experience with similar projects?
Look for a history of satisfied customers in your industry. Each industry has different regulations, requirements and considerations, so your electronic enclosure manufacturer should understand your unique conditions — and how to design an enclosure that will protect your sensitive electronic equipment components.
Longevity is also a plus. It means they have been there, and done that. They have successfully launched projects like yours and can quickly navigate challenges like manufacturability and scalability.
Where are you located?
Supply chain issues can and will affect everything from sheet metal fabrication to packaging. A supplier closer to you and your customers can mitigate shipping costs and delays in the face of rising material costs, and make it easier to keep tabs on progress.
Will my enclosure be manufactured in-house?
When the majority of the manufacturing process is completed in-house, design and production teams can work in tandem to ensure that specifications and deadlines are met. Other benefits include: quality control, reduced manufacturing time and controlled costs. Plus, having direct access to both teams becomes an advantage if they need to accommodate any changes or modifications.
How do you accommodate special requests?
One of the primary factors driving your selection process should be choosing a manufacturer that can resolve your challenges and provide a solution. At A&J Manufacturing, we can custom design and fabricate enclosures within our state-of the-art facility in California. Our team works closely with each customer to produce the exact enclosure your application requires with our knowledgeable and experienced design engineers.
Make sure you’ve done your homework to properly identify the type of environment in which the enclosure will be used and any requirements that affect the materials, equipment or components involved:
Need for UV resistance
Plant or factory conditions
Temperature extremes
Presence of any electromagnetic interference
Required size and available space
Ease of accessibility
Mounting requirements
Thermal management for components
You should also be aware of their process controls and how they handle design deviations or problems. Remember to examine how they manage their communication and inspection / progress reports.
What certifications do you carry?
Quality is essential! Does your manufacturer have the appropriate certifications required? Each industry has different certification requirements such as AS9100D or RoHS compliance. It’s prudent to discuss ALL requirements in advance.
Some applications will have particular performance standards that the enclosure must meet too, such as NEMA and UL. These standards are met during testing when an inspector determines if any dust, moisture or other damaging elements have entered the enclosure.
You should know if they keep their certifications up to date and have training programs to keep staff certified in their skills. Certifications show they can deliver products that meet rigorous quality standards. Look for a supplier that holds the latest ISO certification to ensure the supplier can meet your expectations around quality management systems.
What are your facilities and equipment like, and what kind of company culture do you promote?
Manufacturing is a versatile field that keeps on advancing with technological changes. Ensure that your ideal partner is well informed and knowns how to use modern manufacturing technology and equipment. It would be hard to build your product if the equipment used is outdated. If you’re interested in A&J’s production equipment and would like to “visit” our facilities, check out our Factory Tour video on YouTube.
Before you choose a supplier, make sure they have the capabilities. Ask for an equipment list! There’s nothing worse than finding out too late that your supplier can’t produce the high-quality enclosure you need.
Lastly, find out what kind of company culture they promote. Do they have the same business values you do? At A&J, its about strong communication, allowing flexibility in our employee’s day-to-day schedule, creating accountability and making sure that our people feel like they matter.
If you’re looking to outsource an electronic enclosure project and need help finding someone who is just as passionate about quality as you are, let’s chat! We would love to see what products or programs our team could partner with your business.
Posted by A & J Manufacturing on | Comments Off on First Article of Inspection: A Crucial Part of the Quality Control Process
While the First Article of Inspection isn’t the only type of test to perform, it is certainly a vital one during the production of electronic equipment racks. The goal is to ensure that the produced good(s) meet a client’s specifications.
What is a First Article Inspection?
A first article inspection occurs when an authorized person takes one or several parts from the first production run. Those parts are then compared to the client specifications to verify that they match exactly. First Article Inspection (FAI) is required under AS9102 or if a custom requires one before the manufacturing process begins.
At A&J we select a random sample and inspect every dimension and specification of this sample against the drawing.
Pass vs. Fail
Again, this inspection is to ensure that everything meets expectations before your electronic rack production run can continue. And operations pause until a part or the rack in its entirety passes the FAI.
If a component fails, production halts until an engineer or the production floor machinists can find the cause and address it. Afterward, another FAI occurs to assess whether production can resume. These quality checks are exceptionally important in industries with critical applications such as defense, aerospace and medical devices.
A&J follows the guidelines of the Aerospace First Article Inspection Requirement (AS9102B), a standard associated with SAE International. The purpose is to provide objective evidence that all engineering design and specification requirements are properly understood, accounted for, verified and documented. It also serves as a documented quality record for both the supplier and customer to use as a form of accountability.
When Should You Request a FAI?
In addition to the first production run, several other scenarios exist that make a FAI appropriate:
A production lapse of two+ years
Alterations in the materials, sourcing, tools or manufacturing location
A delta or partial FAI can be requested when a specific part of component goes through design changes
Alternatively, it might be unnecessary to perform a FAI if the production batch is small or if the manufacturer is well accustomed to making the part or product you’re requesting.
What Happens During a FAI?
At A&J, our Quality Assurance Manager uses a checklist to maintain thoroughness. And in 2019 we invested in a coordinate measuring machine (CMM) to compare the produced part with their specifications. As always, the goal is to see if they differ and check any variations within a customer’s tolerances.
To validate a product has been correctly manufactured, a First Article Inspection Report is drafted. It usually consists of three forms:
part number accountability – used to summarize the part being inspected and any associated sub-assemblies or details
product accountability – used for all raw materials, specifications, processes and functional tests as defined in the design requirements
characteristic accountability – summarizes dimensions, tolerances, as well as actual measurement results for every part of the original drawing and is often accompanied by a ballooned drawing or bubble drawing
After the engineering package is “released”, all hardware, parts and materials (per the PO) will be included in the FAI package, and as necessary, include an inspection for each item. The executed report is submitted to our customer for approval before production resumes and/or no less than 5 working days prior to expected shipment date. A customer is required to provide rejection reasons before corrections are performed.
A Crucial Component of our Quality Management System
The benefits of a FAI report:
Ensure the production process is reliable, repeatable and consistent
Ensure that there is a clear understanding of requirements and unique specifications between the customer and the manufacturer. It also helps verify the accuracy of drawings and component dimensions
Develop a clear communication process (and potentially future collaboration)
The FAI process helps find potential errors in dimensions, clarify finish requirements and eliminate any design questions around tolerances.
For more information about A&J’s FAI capabilities, please contact us today.
Posted by A & J Manufacturing on | Comments Off on Guide to Planning an Electronic Enclosure Purchase
The need to store vital electronic equipment and data requires purchasing electronic enclosures or racks. Understanding how long it may take for you to develop the rack’s interior layout, purchase the racks, and having them installed will allow you to develop a realistic timeline that will guide you in planning an electronic enclosure purchase.
With any project, knowing the steps that should be accomplished to earn a successful outcome is important. From there, you can work backward to establish a realistic completion date. Timelines for each and every project will vary, but tend to follow a general pattern. Below is an outline of expected steps so that you can plan for your electronic enclosure purchase.
Estimated Time & Steps Required to Manufacture an Electronic Enclosure
1 day – 1 week: Take inventory of all electronic equipment that will need to be mounted in the rack and set up an appointment to meet with your rack manufacturing professional to evaluate your requirements.
2 to 6 weeks: To allow our engineers to develop a proposal and a rack layout. Plan to meet with them regularly or at least once more to review the proposal and the layout to ensure it meets your objectives. Allow for additional time to make changes to fine tune the proposal or design specifications.
2 to 4 weeks: You know the speed at which your organization makes purchasing decisions. A purchase approval can take anywhere from a few days to several months. And unfortunately, is a wild card you cannot control. So, it’s best to plan for more than enough time to ensure you have approval from all decision makers or stakeholders.
1 week: For purchasing to process and send the order; and for us to receive and process the order.
2 to 3 days: Final drawings are approved and released to production.
4 to 14 weeks: Depending on the backlog at any point in time, production time to complete your rack(s) can vary widely. Currently, lead times are generally 12 to 16 weeks for custom enclosures. Note: Standard lead times vary based on quantities, whereas, lead times for modified or custom orders will vary based on the complexity of your design/drawings.
3 days to 1 week: Typical shipping time required.
2 days to 2 weeks: Installation of your rack(s) is based on the amount of racks to be installed and the number of installers on the crew.
Projected Timelines for Planning your Electronic Enclosure Purchase
For planning purposes, you should expect it to take at least 4 to 6 weeks from the time you start planning your rack purchase of MCOTS electronic enclosures to the time it’s installed. If you need a modified or custom order, expect the timeline to be longer; between 12 and 16 weeks.
You don’t need to begin the planning and selection process on your own. Our experienced engineers at A&J Manufacturing can walk you through our catalog of options and design an option that works best for your unique needs. Contact us today to get started on your next electronic enclosure project.